
Роль измерений в производстве
Современное машиностроение базируется на точности. Чтобы обеспечить взаимозаменяемость деталей и их правильную сборку в узлы, необходимо строго контролировать геометрические размеры, сверяя их с установленными эталонами. Одним из самых распространенных классов инструментов для таких измерений является штангенинструмент.
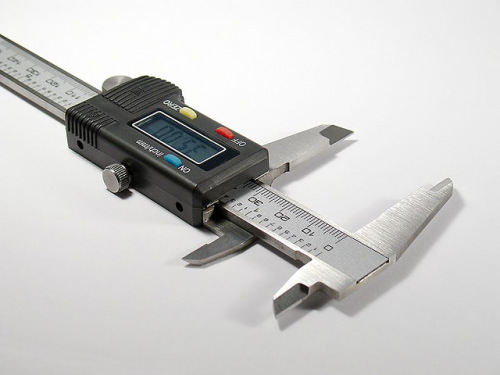
Штангенциркуль: принцип работы и точность
Рассмотрим его на примере штангенциркуля. Основу инструмента составляет металлическая линейка (штанга) с миллиметровыми делениями. По ней перемещается рамка с дополнительной губкой. Деталь зажимается между губками штанги и рамки, что позволяет сразу определить её размер по основной шкале. Ключевым элементом, повышающим точность, является нониус — вспомогательная шкала на рамке. Благодаря нониусу штангенциркуль позволяет проводить измерения с погрешностью до 0,05 мм, что вполне достаточно для многих технологических операций.
Микрометр: прецизионные измерения
Для задач, требующих ещё большей точности, используется микрометр. Его конструкция включает скобу, на которой закреплена неподвижная пятка. Напротив неё расположен стебель с точной внутренней резьбой, в которую ввинчивается микрометрический винт. Один конец винта (шпиндель) служит для контакта с деталью, а другой соединён с барабаном. Принцип действия основан на преобразовании углового перемещения барабана в линейное движение шпинделя. Поскольку шаг резьбы винта стандартизирован (обычно 0,5 мм), а барабан имеет 50 делений, одно его деление соответствует перемещению шпинделя на 0,01 мм (0,5 мм / 50). Отсчёт ведётся по двум шкалам: на стебле (с ценой деления 0,5 мм) и на барабане. Для защиты точной микрометрической резьбы от перегрузок и износа инструмент оснащается трещоткой, которая проскальзывает при достижении заданного усилия зажима (обычно 5–9 Н).
Калибры для серийного контроля
В условиях массового и серийного производства, где необходимо быстро проверить большое количество одинаковых деталей, использование штангенциркулей и микрометров становится неэффективным. На помощь приходят калибры — специальные бесшкальные средства контроля. Поскольку абсолютно одинаковые детали изготовить невозможно, на чертеже указывается допустимый диапазон размеров (см. Допуск).
Например, для контроля вала (цилиндра) изготавливается калибр-скоба в виде пластины с двумя прецизионными отверстиями. Одно отверстие соответствует максимальному допустимому размеру детали (проходная сторона), а другое — минимальному (непроходная сторона). Деталь считается годной, если она проходит через первое отверстие, но не проходит через второе. Любое отклонение от этого правила означает брак. Такой метод позволяет проводить контроль оперативно и без участия высококвалифицированного персонала.
Значение контрольно-измерительного инструмента
Современное машиностроение использует огромный арсенал измерительных приборов, устройств и инструментов. Их основная задача — гарантировать, что каждая деталь и узел соответствуют конструкторской документации. От точности подгонки деталей напрямую зависят функциональность, долговечность и общая надежность конечного изделия. Именно поэтому контрольно-измерительному инструменту уделяется первостепенное внимание, а его производство доверяют самым опытным и квалифицированным специалистам.