
Проблема настройки станков со сменными шестернями
Многие токарно-винторезные станки, оснащенные метрическим ходовым винтом и стандартным набором сменных шестерен, изначально предназначены для нарезания исключительно метрической резьбы. Однако в реальной производственной практике регулярно возникает потребность в выполнении других типов резьбы, например, трубной цилиндрической или дюймовой. Теоретически, для этого можно использовать специальные наборы шестерен для дюймовых резьб, но на практике это часто оказывается невозможным. Основное препятствие — габаритные ограничения гитары станка, так как одна из необходимых шестерен должна иметь 127 зубьев, что не всегда физически помещается в механизм. В таких ситуациях мастера вынуждены прибегать к приближенному подбору сменных шестерен, что может негативно сказаться на точности работы.
Недостатки существующих методов и предлагаемое решение
В известных справочниках, например, в издании И. Лысова и В. Ряскова (1960 г.), описан метод приближенного подбора, основанный на преобразовании дробей с использованием специальных таблиц. Главный недостаток этого подхода в том, что он не позволяет проанализировать полный спектр возможных комбинаций, из-за чего можно упустить оптимальный вариант, обеспечивающий наивысшую точность.
Автор предлагает более эффективную и точную методику расчета с использованием логарифмической линейки. Этот инструмент, несмотря на свою кажущуюся простоту, позволяет не только выполнить расчет, но и проанализировать несколько вариантов настройки, чтобы выбрать решение с минимальной погрешностью.
Практический пример расчета
Рассмотрим конкретную задачу: необходимо нарезать резьбу с шагом 11 ниток на дюйм (что соответствует шагу Sp = 25,4 / 11 = 2,30909 мм) на станке, у которого шаг ходового винта Sx = 4 мм.
Ключевым параметром для настройки является общее передаточное отношение механизмов станка, которое определяется по формуле:
іобщ = Sp / Sx = ікп × і1 × і2 (1)
где:
ікп — передаточное отношение коробки передач,
і1 — передаточное отношение первой пары сменных шестерен,
і2 — передаточное отношение второй пары сменных шестерен.
Из этой формулы можно выразить передаточное отношение для второй пары шестерен:
і2 = Sp / (ікп × і1 × Sx) (2)
Предположим, на станке установлено постоянное значение і1 = 1/3, а коробка передач предлагает три варианта: ікп = 1/1, 3/4 или 5/4.
Подставив в формулу (2) данные для первого варианта (ікп = 1/1), получаем і2(1) = 381/220 ≈ 1,73182. Далее с помощью логарифмической линейки, совместив штрих числа 381 на движке со штрихом 220 на основной шкале, находим ряд приближенных дробных значений для этого передаточного отношения.

Рис.1. Ряд передаточных отношений второй пары сменных шестерен i2 для первого варианта iкп (1/1):
381/220 ≈ 45/26 ≈ 52/30 ≈ 64/37 ≈ 71/41 ≈ 78/45 ≈ 90/52 ≈ 97/56.
Из полученного ряда выбираем значение, наиболее близкое к точному: 71/41 = 1,73171. Используя формулу (2), определяем расчетный шаг резьбы для этого варианта: Sp(1) = 2,30894 мм. Погрешность шага при этом составит ΔSр(1) = 2,30894 - 2,30909 = -0,00015 мм, что является исключительно малой величиной.
Сравнительный анализ вариантов настройки
Проведя аналогичные расчеты для второго и третьего вариантов коробки передач, получаем полную картину, представленную в таблице 1.
Таблица 1. Результаты расчета для разных вариантов настройки
| Вариант | ікп | і1 | і2 | іобщ Sx, мм | Sp(i), мм | Sp (заданный), мм | ΔSp, мм |
| 1 | 1/1 | 1/3 | 71/41 | 71/123 × 4 | 2,30894 | 2,30909 | -0,00015 |
| 2 | 3/4 | « | 67/29 | 67/116 × 4 | 2,31035 | « | +0,0013 |
| 3 | 5/4 | « | 79/57 | 395/684 × 4 | 2,30994 | « | +0,00085 |
Данные таблицы наглядно показывают, что первый вариант настройки (с і2 = 71/41) обеспечивает наименьшую погрешность. Для сравнения: если бы расчет проводился по данным из упомянутого справочника, погрешность шага составила бы около 0,00107 мм, что почти на порядок больше, чем при использовании предлагаемой методики с логарифмической линейкой.
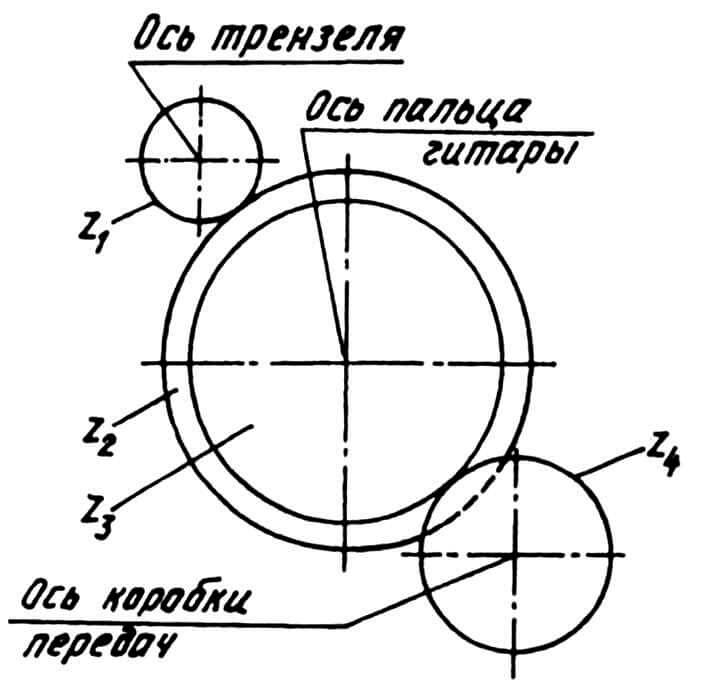
Рис.2. Схема расположения сменных шестерен на гитаре станка.
Проверка на сцепляемость и размещение шестерен
Окончательный этап подбора — проверка возможности физического монтажа подобранных шестерен в гитаре станка. Необходимо убедиться в двух условиях сцепляемости:
- Сумма чисел зубьев первой пары (Z1 + Z2) должна быть больше числа зубьев ведущей шестерни второй пары (Z3) как минимум на 15. Это предотвратит задевание шестерни Z3 за палец трензеля.
- Сумма чисел зубьев второй пары (Z3 + Z4) должна быть больше числа зубьев ведомой шестерни первой пары (Z2) также минимум на 15. Это исключит контакт шестерни Z2 с валом коробки подач.
Таблица 2. Проверка вариантов настройки на сцепляемость
| Вариант | Передаточное отношение коробки | Сменные шестерни | Резьба (ниток/дюйм) | |||
| 1-я пара | 2-я пара | |||||
| z1 | z2 | z3 | z4 | |||
| 1 | 1/1 | 26 | 78 | 71 | 41 | 11 |
| 2 | 3/4 | 26 | 78 | 67 | 29 | 11 |
| 3 | 5/4 | 26 | 78 | 79 | 57 | 11 |
Что касается проверки габаритного размещения шестерен в пределах самой гитары, то ее можно выполнить только при наличии конкретных чертежей или размеров данного узла станка.
В. КУЗЬМИН