В этой статье компания "ИНТЕРТУЛМАШ" делится с Вами опытом использования фаскоснимателей, а также дает инструкцию по выбору наиболее подходящего под Вашу задачу инструмента.
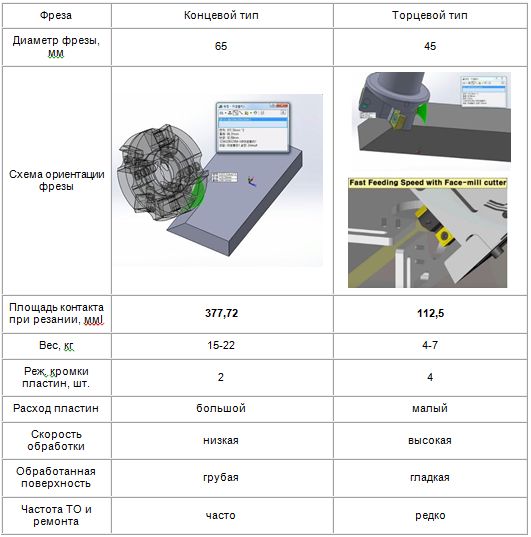
В настоящее время на рынке представлено много моделей, но, как показывает практика, не всем инструментом можно достичь приемлемых показателей производительности, а некоторые фаскорезы просто не пригодны для работы. Тут, как и везде, главное - детали. Конструкция современных кромкорезов на данный момент представляет собой систему из привода и режущего инструмента, в качестве которого чаще всего используется фреза со сменными режущими пластинами. Снятие фаски происходит путем фрезерования поверхности заготовки с образованием металлической стружки.Поэтому логично, что конструкция инструмента должна быть оптимальна для того, чтобы силы резания, возникающие при обработке, были сопоставимы с характеристиками привода.В настоящее время существует 2 варианта конструкции по типу ориентации фрезы:
концевая (обработка боковой частью фрезы),
торцевая (обработка торцем фрезы).
Рассмотрим плюсы и минусы каждого типа конструкции на примере типовых моделей.
Модели с концевой ориентацией фрезы имеют больший диаметр фрез и площадь контакта при резании. Это повышает требования к приводу - его мощности и крутящему моменту. На практике это приводит к тому, что такие фаскосниматели имеют большой вес. Встречаются также производители моделей, которые имеют не соответствующий силам резания привод. Это приводит к значительному увеличению вибраций при работе и сокращению срока службы инструмента.Еще одним существенным фактором является расход сменных режущих пластин. У фаскорезов с концевой ориентацией фрезы сменные пластины имеют 2 режущие кромки и при этом испытывают значительно большие силы резания, что приводит к значительно большему их расходу. Также следует отметить, что подача (скорость обработки) у этого типа фаскоснимателей ниже, чем у инструмента с другой ориентацией фрезы, а получаемая поверхность фаски является грубой (с большим количеством неровностей и заусенцев).Фаскосниматели с торцевой ориентацией фрезы имеют значительно меньшую - примерно на 70% - площадь контакта при резании. Диаметр их фрез также меньше. Вследствие этого они имеют следующие отличительные особенности:
меньший вес инструмента,
значительно меньший уровень вибраций,
большее количество режущих кромок (4 вместо 2-х), которые испытывают меньшие силы при резании, как следствие меньший расход сменных режущих пластин,
высокая скорость обработки (подача),
гладкая поверхность фаски,
редкие ТО и ремонт.
Несмотря на очевидное преимущество кромкорезов с торцевой ориентацией фрезы, в настоящее время большинство из них имеют концевой тип конструкции. Это связано со сложностями в технологии их производства, а также патентной составляющей. Помимо типа конструкции у фаскоснимателей можно выделить следующие основные параметры:
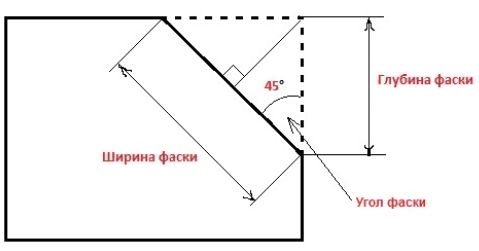
диапазон угла снимаемой фаски, задаваемый в градусах (см. также схему ниже);
дискретность или непрерывность регулировки величины угла снимаемой фаски. Есть конструкции, в которых можно получать только определенные углы, например, только 22.5, 30, 45 градусов. При этом, перенастройка может занимать значительное время, а также требовать наличия дополнительного инструмента и оснастки. Наиболее гибкими являются фаскорезы с непрерывно регулируемым углом фаски, задаваемым интервалом, например, 0-90 градусов. Пример механизма регулировки при непрерывной регулировки угла приведен на рисунке справа.
максимальная величина снимаемой фаски: ширина и глубина (высота). Обычно эти параметры задаются в миллиметрах в соответствии со схемой, приведенной ниже. Тут следует отметить, что многие производители указывают только ширину фаски. Поэтому важно уточнять, что имеется в виду, так как, например, при ширине фаски до 15 мм, ее глубина при 45 градусах составит 10 мм.
шаг (точность) регулировки величины снимаемой фаски является немаловажным параметром, влияющим на точность и однородность обработки. Оптимальным значением можно назвать шаг в 0,1мм, что является достаточным для ручных операций;
способ (механизм) регулировки величины снимаемой фаскиявляется важной характеристикой любого фаскоснимателя, т.к. обычно фаска формируется за несколько проходов и необходимо частое изменение положения фрезы в ходе обработки. Удобство и быстрота этой регулировки напрямую влияет на производительность работника. Предпочтение лучше отдавать моделям с возможностями быстрого изменения положения фрезы "на лету", то есть во время работы. Пример такого механизма приведен на картинке ниже: регулировка происходит поднятием приводного механизма и поворотом его на необходимую величину, равную подъему или опусканию фрезы, что меняет глубину снимаемого материала.
тип механизма фиксации положения фрезы: винтовой или штифтовой. Винтовой механизм не
рекомендуется, т.к. допускает развинчивание во время обработки, что приводит к изменению параметров получаемой фаски. Рекомендуется использовать штифтовой механизм, жестко позиционирующий положение фрезы (т.е. высоту снимаемой фаски). На рисунке ниже приведен пример штифтового механизма;
За годы работы на рынке инструмента для снятия фаски наша компания пришла к выводу, что наиболее эффективными решениями являются фаскорезы южнокорейской торговой марки CHAMFO (https://www.itmash.ru/chamfo). Инструмент CHAMFO имеет торцевой тип ориентации фрезы, имеет оптимальные значения других основных параметров, что делает его наилучшим приобретением по соотношению "цена/качество" на фоне моделей других производителей.Говоря о фаскоснимателях, следует рассмотреть их самую популярную альтернативу - шлифовальные машинки. С первого взгляда может показаться, что это самое дешевое решение, т.к. стоимость шлифовальной машинки невелика. Но если сравнить её с фаскоснимателями с торцевой фрезой по показателям производительности и стоимости единицы объема снимаемого материала, то это утверждение окажется ложным.Ниже приведены сравнительные данные о производительности фаскоснимателя торцевого типа модели GTW-1500WMT, и промышленной шлифовальной машинки.Условия работы: стальные листы (75 шт. х 6 м.) - 450 метров, фаска 6ммх45̊Результат: за 2 дня работы, 5 человек, работая шлифовальными машинками, обрабатывают столько же, сколько обрабатывает один человек, использую фаскосниматель GTW-1500WMT.Производительность GTW-1500WMT 1.8 м/мин - фаска 5х45̊ для мягкой стали, 1.2 м/мин - фаска 5х45̊ для твердой стали.В таблице ниже приведены данные об экономической эффективности использования фаскоснимателя по сравнению с угловой шлифовальной машинкой (УШМ) с точки зрения затрат на персонал.Условия работы: снятие фаски стальной трубы за 1 месяц.Результат: на одну режущую пластину приходится 6,25 шлифовальных кругов, что сопоставимо по цене. Ресурс пластин фаскоснимателя GTW-1500WMT: зависит от параметров фаски, материала, режимов работы, в среднем: 120-180 метров для мягкой стали;85-100 метров для твердой стали. Нужно помнить и о других значительных минусах шлифовальных машинок:
обильное пылевыделение во время обработки,
неоднородность и неточность формируемой фаски (делается «на глаз»).
Все вышеперечисленное позволяет сделать вывод о том, что использование фаскоснимателей (https://www.itmash.ru/katalog/faskosnimatel-faskorez-kromkorez) с торцевой ориентацией фрезы эффективнее по сравнению с использованием шлифовальных машинок.Полезные ссылкиКаталог фаскоснимателей CHAMFO Вы можете по ссылке: https://www.itmash.ru/ftpgetfile.php?id=666&module=filesВсе видео о фаскоснимателях CHAMFO: https://www.youtube.com/playlist?list=PLA839ED4AE6A442C6Для консультаций по вопросам приобретения фаскоснимателей и проведения испытаний на Вашем производстве Вы можете связаться со специалистами компании "ИНТЕРТУЛМАШ" (www.itmash.ru).Надеемся, что материалы этого письма помогут Вам более эффективно выбрать инструмент для снятия фаски.