

В мире, где интенсивно набирает обороты сборное каркасное домостроение, выбор технологии изготовления железобетонных изделий является возможностью регулировать затраты на технологический процесс. В этой статье мы расскажем о технологии безопалубочного формования, ее преимуществах и технических требованиях к применяемым материалам.
Основная часть предприятий в стране работает по устаревшей и более затратной агрегатно-поточной технологии изготовления сборных железобетонных изделий, где высокая стоимость продукции обусловлена значительными удельными расходами цемента, металла, энергии, а также большим количеством обслуживающего персонала и необходимостью проведения дополнительных технологических операций. Сейчас, когда фактор себестоимости бетонных изделий стал если пока не определяющим, то очень важным, всё больше предприятий отдают предпочтение изготовлению преднапряженных железобетонных изделий по безопалубочной технологии непрерывного формования, позволяющей снизить себестоимость продукции.

Официальное название, утвержденное в РФ – «Технология непрерывного формования железобетонных изделий на длинных стендах».
Основным типом продукции, изготавливаемым по технологии безопалубочного формования, являются пустотные плиты перекрытий, производство которых только на территории Центральной России по итогам 2020 г. составило порядка 45% от общего количества выпускаемой продукции по коду 23.61.12.140 Плиты, панели и настилы перекрытий и покрытий.
Преимущества технологии безопалубочного формования.
Технология безопалубочного формования имеет ряд преимуществ, позволяющих не просто конкурировать, но и эффективно вытеснять традиционный способ изготовления преднапряженных изделий агрегатно-поточным методом:
• повышение экологических показателей при производстве изделий (снижение содержания пыли, уровень шумоизоляции);
• снижение энергоемкости производства (снижение на 50 - 70%);
• увеличение объемов выпускаемой продукции с квадратного метра производственных площадей;
• сокращение расхода арматуры (снижение на 30 - 40%);
• сокращение количества обслуживающего персонала (снижается вдвое);
• возможность увеличения длины изделия (увеличивается в два раза);
• огнестойкость;
• возможность восприятия высоких нагрузок;
• минимальное допустимое отклонение геометрических размеров;
• гладкая ровная рабочая поверхность;
• превосходный звуковой барьер (благодаря пустотам);
• быстрый монтаж (снижает промежуточное финансирование);
• экономичный стендовый способ изготовления;
• неограниченные проектные возможности;
• гибкость в проектировании и применении.

Способы формования.
Сегодня в мире существует достаточно широкий спектр различного оборудования, производящего железобетонные изделия безопалубочным методом. Все зависит от целей, задач и финансовых возможностей заказчика.
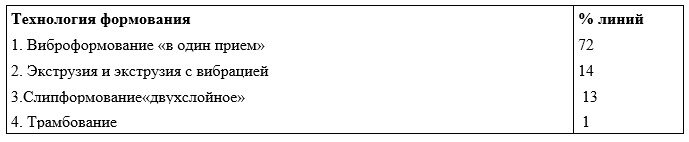
В разных странах производители отдают предпочтение разным методам безопалубочного формования:
1. Экструзия (Финляндия, Италия, Великобритания,Канада, КНР);
экструзия, совмещенная с вибрацией (Германия).
2.Слипформование (многослойное формование): а) виброформование, совмещенное с трамбованием (Германия, Италия); б) виброформование, совмещенное с одновременными
горизонтальными возвратно-поступательными движениями пустотообразователей и боковой опалубки (Бельгия).
3. Трамбование (США).
4. Виброформование «в один прием» (Испания, Россия, КНР)
Несмотря на принципиальные отличия формующих машин, у этих способов есть много общего. В частности, то, что смесь укладывается, уплотняется и формуется на подогреваемом полу. Вернее сказать, на дорожке, ширина которой задана поперечным размером изделия, а длина может быть 100-200 метров, поверх нее натягивается арматура, изготовленная из проволоки или из каната. В дальнейшем изделия остаются на теплых дорожках, укрытые тентовым полотном, до достижения 70-80% прочности от конечной расчетной, т.е. до того момента, пока бетон не позволит принять на себя натяжение арматуры. После чего изделие разрезается в заданный размер алмазной дисковой пилой.
Соотношение различных технологий безопалубочного формования на предприятиях РФ

Номенклатура изделий.
Номенклатура изделий, производимых на линиях непрерывного безопалубочного формования, разнообразна: плиты пустотного настила, ребристые плиты, балки, ригеля, перемычки, сваи, дорожные плиты, лотки и т. д. Всего — более 50 наименований.
Номенклатура изделий безопалубочного формования постоянно расширяется.
Обратите внимание: Какие преимущества предлагает каршеринг.
Чтобы ускорить этот процесс, для данной технологии разработана НТД для наиболее распространённых изделий.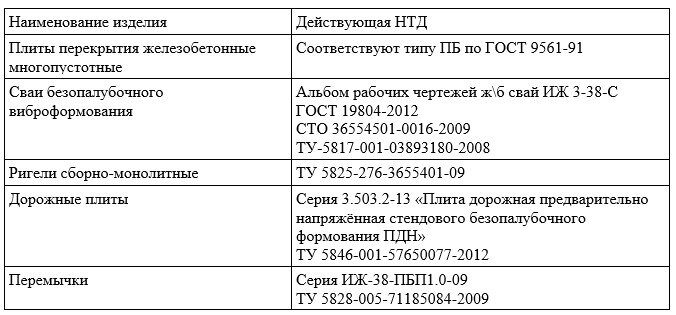
Качество изделий регламентируется требованиями ГОСТ 13015-2012 «Изделия бетонные и железобетонные для строительства. Общие технические требования. Правила приёмки, маркировки, транспортирования и хранения»:
- прочность
- трещиностойкость
- жёсткость
- точные геометрические параметры
- качество поверхности
- морозостойкость
- водо и паропроницаемость
- теплопроводность
- истираемость
- соответствие бетона требованиям ГОСТ 30108 по показателю удельной эффективности естественных радионуклеидов
- соответствие положения арматуры проектному.

Технические требования к применяемым материалам.
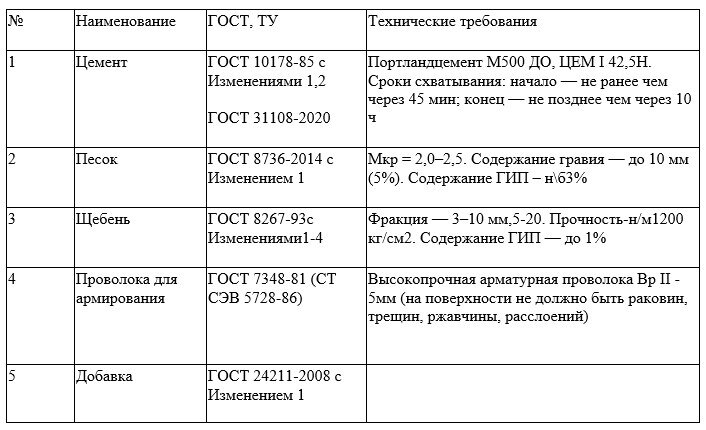
Технология непрерывного безопалубочного формования очень терпима к качеству инертных заполнителей и цемента. Некоторые заводы работают на мелких песках с Мкр.=1,2-1,8. Есть положительные примеры работы на щебне из гравия. Но есть и отрицательные примеры. Применение дешёвых загрязненных заполнителей приводит к перерасходу цемента, плохому набору прочности и появлению трещин. Для данной технологии рекомендуется применять специальные химические добавки.
Все пластификаторы, используемые в технологии безопалубочного формования должны выполнять указанные ниже функции:
• сокращать время и энергетические затраты на вибрирование бетонных смесей;
• снижать риск расслоения бетонных смесей;
• улучшать условия формования;
• обеспечивать пластичность бетонной смеси вплоть до начала ее схватывания;
• придавать бетонным смесям тиксотропию, позволять сохранять заданную геометрию изделий;
• снижать водопотребность бетонных смесей.
На сегодняшний день компания «Полипласт», известная многим специалистам своими новаторскими решениями, разработала добавку «Полипласт БФ», предназначенную для регулирования реологических характеристик малоподвижных и жестких бетонных смесей, применяемых при производстве изделий методом непрерывного формования, стендовым способом или вибропрессованием.
Добавка «Полипласт БФ»:
• придает бетонной смеси повышенную когезию (связность) – важнейший фактор для продуктивного функционирования формовочной линии;
• снижает расслоение бетонной смеси, вызванное чрезмерной вибрацией;
• придает бетонным смесям повышенную тиксотропию и способность сохранять заданную геометрию изделий;
• позволяет получать изделия с повышенным качеством поверхности (без пор);
• значительно сокращает время и энергетические затраты на вибрирование бетонной смеси;
• обеспечивает пластичность бетонной смеси вплоть до начала ее схватывания;
• снижает водопотребность бетонной смеси, тем самым повышая физико-механические характеристики затвердевшего бетона;
• повышает раннюю прочность и плотность материала изделий.
Рекомендуемый диапазон дозировок добавки «Полипласт БФ» – 0,1-0,4% от массы цемента по товарному продукту.
И что немаловажно, она в 1,5 раза экономичнее, чем добавки иностранного производителя (в то же время не уступает, а где-то и превышает их по эффективности). На основании полученных данных добавка «Полипласт БФ» была признана перспективной при производстве изделий безопалубочного формования на линиях, формующих экструзионным методом, слипформованием, вибропрессованием, вне зависимости от применяемых материалов для изготовления бетонной смеси (цемента, инертных). Данное утверждение справедливо, исходя из представленных результатов испытаний.
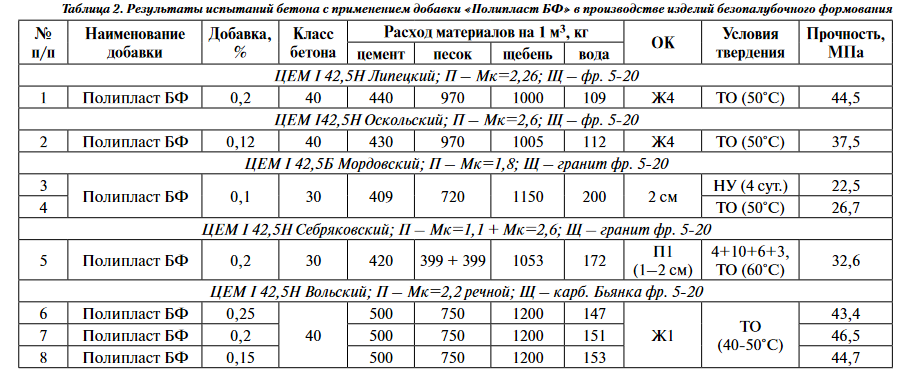

В представленной таблице показаны испытания добавки Полипласт БФ на классах В30 и В40 с удобоукладываемостью от Ж4 до П1. При проведении промышленных испытаний использовались различные цементы с различной активностью, удельной поверхностью. Пески мелкие, средние, крупные, а также смеси мелкого и крупного. Несколько видов щебня как гранитного (М1200-М1400), так и карбонатного (М600). Изделия изготавливались при температуре от 400С до 600С с различными режимами тепловой обработки, даже при нормальном твердении. Определена оптимальная дозировка добавки 0,2% от массы цемента по товарному весу, при которой максимально обеспечены высокие технологические показатели бетона независимо от всех перечисленных материалов и технологий были обеспечены строго заданные геометрические параметры (боковые риски имеют четкие грани, без оплывов), соблюдена технология производства, обеспечены прочностные характеристики (не ниже 80% после ТО и через 4 суток нормального твердения), качество поверхностей улучшилось (снижение пористости).
Авторы:
Руководитель учебного центра ООО «Полипласт Новомосковск» Кружалова Светлана Юрьевна;
Начальник ОТСП ООО «Полипласт Новомосковск» Волгоградского филиала Вдовенко Елена Юрьевна.
Больше интересных статей здесь: Новости науки и техники.
Источник статьи: Преимущества и тонкости технологии безопалубочного формования.