
Делительная головка — устройство, применяемое для установки, закрепления и периодического поворота или непрерывного вращения небольших заготовок, обрабатываемых на фрезерных станках. В инструментальных цехах машиностроительных предприятий используются делительные головки оптические для угловых измерений, делительных работ и угловой разметки при обработке сложных и точных деталей технологической оснастки. Советскими предприятиями в 70—80-х гг. XX в. выпускались делительные головки четырех типов: ОДГ-2, ОДГ-5, ОДГ-10 и ОДГ-60 с ценой деления 2", 5", 10" и 60". Конструктивно оптические делительные головки различались только оформлением оптической системы.
Делительная головка оптическая устроена следующим образом: внутри неподвижного корпуса находится другой подвижный корпус, в подшипниках которого может поворачиваться шпиндель. На шпинделе жестко укреплены лимб и червячное колесо. На конце шпинделя имеется коническая полость, в которую вставлен центр с хомутиком или иное крепежное приспособление (патрон, планшайба). Шкала лимба освещается источником света. Отсчетное устройство может быть экранным или окулярным.
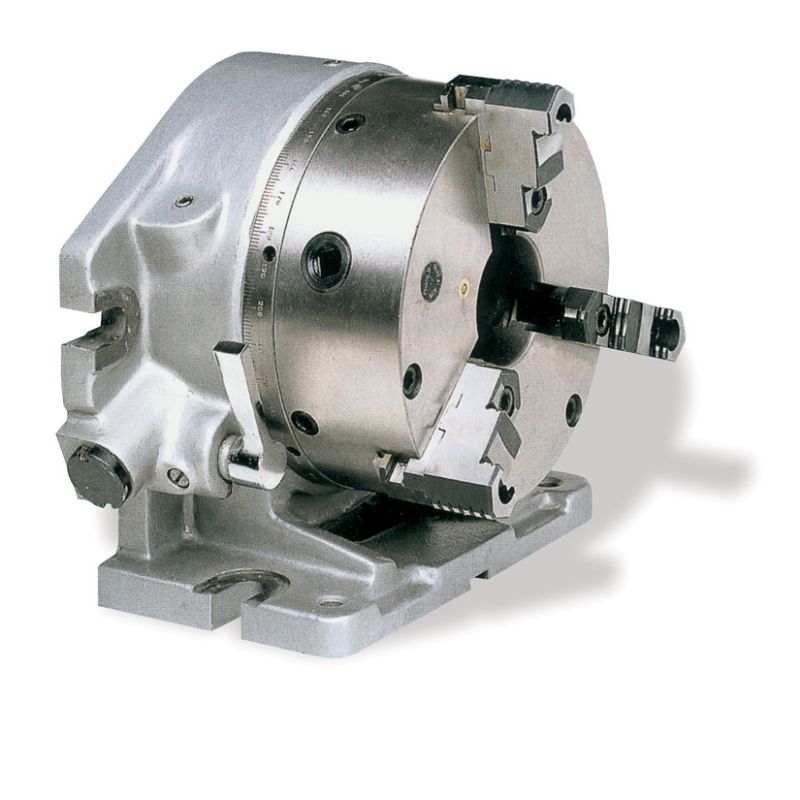
В поле зрения окуляра находятся изображения шкал лимба и нониусного устройства. Измеряемая деталь соединяется через поводок с центром. На машиностроительных предприятиях России широко применяется при обработке небольших заготовок делительная головка универсальная с пневматическим цанговым зажимом. Шпиндель такой головки устанавливается на столе фрезерного станка в вертикальное или горизонтальное положение. Данная делительная головка имеет корпус с пневмоцилиндром, крышку, полый шток, на котором установлены поршень и подшипник.
Механизм для закрепления обрабатываемой заготовки (или детали) состоит из втулки с внутренним конусом и винта, который соединяет шток с втулкой, упорную гайку и цангу.
Закрепление обрабатываемой заготовки в делительной головке универсальной происходит следующим образом: 1) сжатый воздух через штуцер по каналу распределительного клапана попадает в полость «Б» и перемещает поршень со штоком и втулкой влево; 2) втулка, перемещаясь по конической поверхности цанги, сжимает ее и закрепляет заготовку.
Раскрепление заготовки осуществляется после того, как сжатый воздух по другому штуцеру поступает в полость «А». Одновременно воздух из полости «Б» выходит в атмосферу. Поршень со штоком и втулкой отходит вправо, усилие с лепестков цанги снимается и заготовка освобождается. При необходимости с помощью специальной рукоятки шпиндель универсальной делительной головки с заготовкой можно повернуть на заданный угол, после чего продолжить обработку заготовки.