
«Остек-ЭК» — это ключевое подразделение группы компаний ОСТЕК, которое занимается внедрением передовых технологий на предприятиях микроэлектроники, включая сборочное производство и изготовление полупроводниковых компонентов.
Совместный проект GS Nanotech и Остек-ЭК: от идеи до реализации
Четвертая часть цикла публикаций посвящена завершающим этапам производства — герметизации микросхем в пластиковые корпуса и финальному монтажу. Этот материал продолжает серию «Микроэлектроника. Истории запуска в РФ», рассказывающую о реальном опыте внедрения производственных линий в России.
Проект по запуску линии корпусирования для компании GS Nanotech, начатый в 2013 году, стал масштабной двухлетней работой. Он включал в себя проектирование производства, проведение тендера, закупку и поставку оборудования, а также комплексные пусконаладочные работы и отладку всех технологических процессов.
Ранее в цикле были рассмотрены:
- GS Nanotech и Остек-ЭК: Часть 1: обработка пластин — этап Pre-Assembly
- GS Nanotech и Остек-ЭК. Часть 2: монтаж кристалла на подложку
- GS Nanotech и Остек-ЭК. Часть 3: разварка — этап Wire Bond

Герметизация (Molding): создание надежного пластикового корпуса
Перед тем как сформировать корпус, подложки с установленными и разваренными кристаллами проходят обязательную плазменную очистку. Это критически важный этап, поскольку герметизирующий компаунд взаимодействует с различными материалами: подложкой, припоем, металлом контактных площадок и самим полупроводниковым кристаллом. Загрязнения на поверхности могут привести к отслоению компаунда, накоплению влаги и, как следствие, к образованию микротрещин в корпусе при отверждении.
Плазменная обработка не только очищает, но и активирует поверхность, повышая энергию связи. Это происходит за счет разрыва старых химических связей и образования новых, что гарантирует прочное сцепление и высокую герметичность будущего корпуса. Для очистки используется та же установка AP-1000, что и на предыдущих этапах, но с другим режимом работы и оснасткой.
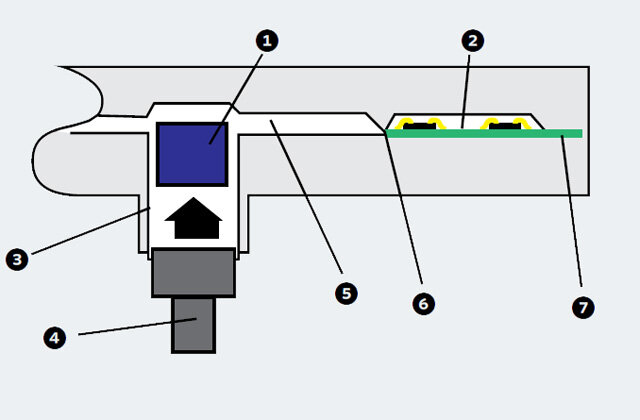
Процесс литьевого прессования
Для герметизации применяется машина AMS-i компании Fico, в которой реализован метод литьевого прессования. Расплавленный термореактивный компаунд (реактопласт) под давлением подается в пресс-форму, где находится мультизаготовка. После выдержки под температурой и давлением изделие охлаждается и отправляется в печь для окончательного запекания (отверждения) компаунда.

Потенциальные дефекты и их предотвращение
На этапе герметизации возможны различные дефекты:
- Коробление подложки из-за разницы коэффициентов термического расширения материалов.
- Неполная герметизация при малом зазоре между кристаллом и краем подложки.
- Косметические дефекты (пятна, разная плотность) из-за нарушений в процессе заливки.
Для их минимизации необходимо тщательно рассчитывать множество параметров: геометрию кристалла и модуля, толщину слоев, температурные профили, давление и время каждого этапа. Интеллектуальная система AMS-i предоставляет технологу широкие возможности для тонкой настройки процесса. Ее ключевые преимущества:
- Высокая точность поддержания температуры (в пределах 2°C).
- Удаленная подача гранулята для работы в чистом помещении.
- Высокая производительность (до 900 подложек в час).
- Встроенные системы контроля ориентации, обнаружения брака и посторонних объектов.
Обратите внимание: MIT: ядерная энергия является неотъемлемой частью будущего энергетики с низким содержанием углерода.
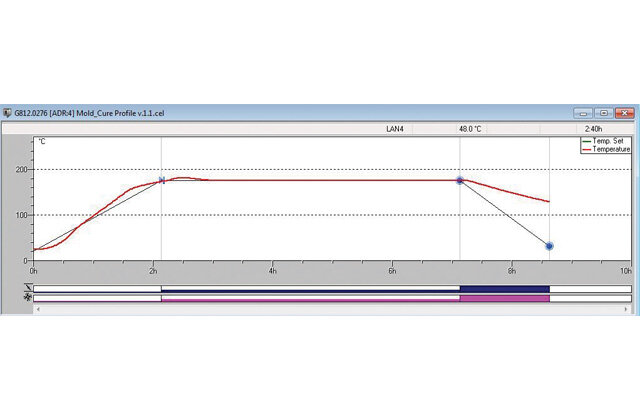
Печь для запекания должна строго выдерживать заданный температурный профиль, который зависит как от типа компаунда, так и от состояния изделия на входе. Производители материалов предоставляют рекомендации по оптимальным режимам нагрева, выдержки и охлаждения.
Контроль качества герметизации
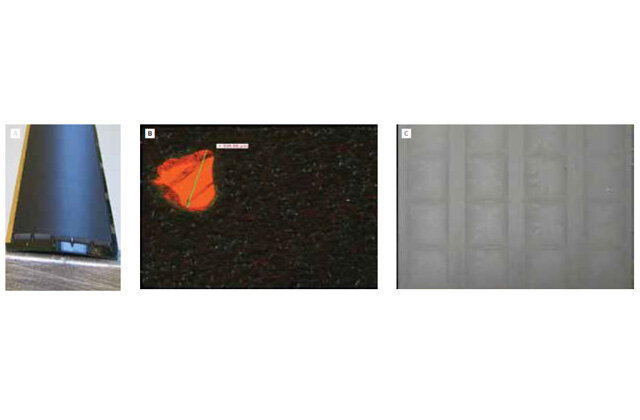
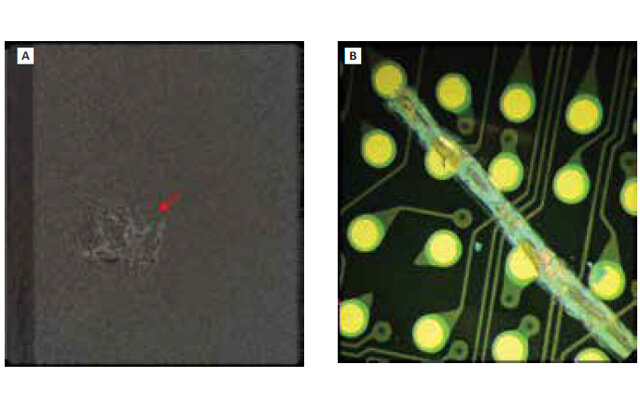
После герметизации проводится трехэтапный неразрушающий контроль:
- Визуальная инспекция под микроскопом для выявления видимых дефектов, загрязнений и повреждений.
- Ультразвуковой контроль на установке D9500 для обнаружения внутренних дефектов: трещин, пустот, отслоений.
- Рентгеноскопия для проверки целостности и правильности положения разварных петель.
Финальные операции: монтаж выводов, разделение и тестирование
Завершающие этапы корпусирования включают установку шариковых выводов (BGA), разделение подложки на отдельные чипы и комплексный контроль.
Перед монтажом выводов контактные площадки снова очищаются плазмой на установке АР-1000. Шариковые выводы монтируются методом переноса с использованием паяльной пасты, аналогично поверхностному монтажу компонентов. Точность современных автоматов (до 50 мкм) полностью удовлетворяет требованиям этого процесса. После установки подложка отправляется в печь для оплавления пасты.
Далее мультизаготовка разрезается дисковыми пилами на отдельные микросхемы, которые укладываются в стандартные транспортные треи (JEDEC).
Финальный контроль и отгрузка
Ключевой этап — электрическое тестирование на автоматическом стенде. Контактные устройства позволяют проверять микросхемы прямо в транспортной таре, что повышает эффективность. Успешно прошедшие все проверки изделия упаковываются и отправляются заказчику.
Будьте в курсе новых материалов, подписывайтесь на наши обновления на Яндекс.Дзен.
Другие статьи цикла:
- GS Nanotech и Остек-ЭК. Часть 1: обработка пластин — этап Pre-Assembly. Из историй запуска в РФ
- GS Nanotech и Остек-ЭК. Часть 2: монтаж кристалла на подложку
- GS Nanotech и Остек-ЭК. Часть 3: разварка — этап Wire Bond. Из историй запуска в РФ
Больше интересных статей здесь: Новости науки и техники.
Источник статьи: GS Nanotech и Остек-ЭК. Часть 4: герметизация в пластиковые корпуса и монтаж. "Из историй запуска в РФ".