

В условиях активного развития сборного каркасного домостроения выбор оптимальной технологии производства железобетонных изделий становится ключевым фактором для управления затратами. Данная статья посвящена рассмотрению метода безопалубочного формования, его значительным преимуществам и особым техническим требованиям к используемым материалам.
Актуальность технологии в современном производстве
Значительная часть отечественных предприятий до сих пор использует устаревшую и экономически неэффективную агрегатно-поточную технологию. Она характеризуется высокими удельными расходами цемента, металла и энергии, требует большого штата обслуживающего персонала и включает множество дополнительных операций. В современной экономической реальности, где себестоимость продукции выходит на первый план, всё больше производителей обращаются к изготовлению преднапряженных железобетонных изделий по технологии непрерывного безопалубочного формования. Этот метод позволяет кардинально снизить издержки производства.

Официально в Российской Федерации эта методика утверждена как «Технология непрерывного формования железобетонных изделий на длинных стендах».
Наиболее распространенным продуктом, изготавливаемым по данной технологии, являются пустотные плиты перекрытий. Только в Центральной России по итогам 2020 года их доля в общем объеме производства плит, панелей и настилов (код 23.61.12.140) составила около 45%.
Ключевые преимущества метода
Технология безопалубочного формования обладает целым рядом конкурентных преимуществ, которые позволяют ей не просто соперничать, но и постепенно вытеснять традиционные агрегатно-поточные методы:
• Существенное улучшение экологических показателей производства (снижение запыленности, повышение уровня шумоизоляции в цехах).
• Снижение энергоемкости технологического процесса на 50–70%.
• Увеличение объемов выпуска продукции с единицы производственной площади.
• Экономия арматуры на 30–40%.
• Сокращение численности обслуживающего персонала примерно в два раза.
• Возможность производства изделий в два раза большей длины.
• Высокие показатели огнестойкости и способности воспринимать значительные нагрузки.
• Минимальные допустимые отклонения геометрических размеров, обеспечивающие высокую точность.
• Гладкая и ровная рабочая поверхность изделий.
• Отличные звукоизоляционные свойства благодаря наличию пустот.
• Быстрота монтажа на строительной площадке, что сокращает сроки финансирования объектов.
• Экономичный стендовый способ изготовления.
• Широкие и практически неограниченные проектные возможности, а также гибкость в применении.

Разнообразие способов формования
Сегодня в мировой практике существует широкий спектр оборудования для безопалубочного формования. Выбор конкретного метода зависит от производственных задач, целей и бюджета предприятия.
В разных странах получили распространение различные методики:
1. Экструзия (Финляндия, Италия, Великобритания, Канада, КНР), а также экструзия, совмещенная с вибрацией (Германия).
2. Слипформование (многослойное формование): а) виброформование с трамбованием (Германия, Италия); б) виброформование с возвратно-поступательным движением оснастки (Бельгия).
3. Трамбование (США).
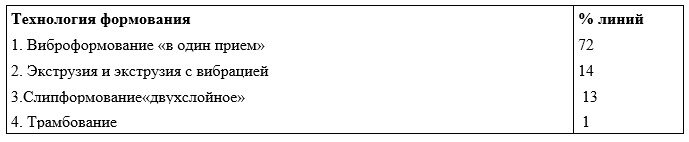
4. Виброформование «в один прием» (Испания, Россия, КНР).
Несмотря на различия в принципах работы формовочных машин, у этих способов есть общая основа. Бетонная смесь укладывается, уплотняется и формуется на подогреваемой стационарной дорожке (стенде) длиной до 100–200 метров. На ней предварительно натягивается арматура из проволоки или канатов. После формования изделия остаются на теплых дорожках под тентовым укрытием до набора 70–80% проектной прочности, необходимой для передачи предварительного напряжения с арматуры на бетон. Затем монолитная лента разрезается алмазными дисковыми пилами на изделия заданной длины.
Соотношение различных технологий безопалубочного формования на предприятиях РФ

Ассортимент производимой продукции
Номенклатура изделий, изготавливаемых на линиях непрерывного формования, весьма обширна и включает более 50 наименований: плиты пустотного настила, ребристые плиты, балки, ригели, перемычки, сваи, дорожные плиты, лотки и другие конструкции.
Ассортимент постоянно расширяется.
Обратите внимание: Какие преимущества предлагает каршеринг.
Для ускорения этого процесса и унификации требований для наиболее востребованных изделий была разработана соответствующая нормативно-техническая документация (НТД).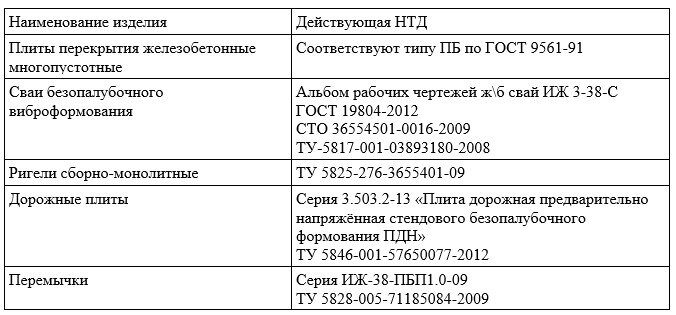
Требования к качеству изделий
Качество готовой продукции регламентируется строгими требованиями ГОСТ 13015-2012 «Изделия бетонные и железобетонные для строительства. Общие технические требования. Правила приёмки, маркировки, транспортирования и хранения». К ключевым контролируемым параметрам относятся:
- Прочность на сжатие и изгиб.
- Трещиностойкость.
- Жёсткость конструкции.
- Точность геометрических параметров.
- Качество лицевой и рабочей поверхностей.
- Морозостойкость.
- Водонепроницаемость и паропроницаемость.
- Теплопроводность.
- Истираемость (для дорожных плит).
- Соответствие бетона радиационно-гигиеническим нормам (ГОСТ 30108).
- Точное соответствие положения арматуры проектным чертежам.
Особенности применяемых материалов
Технология непрерывного формования достаточно терпима к качеству инертных заполнителей и цемента. Существует успешный опыт работы на мелких песках и гравийном щебне. Однако применение дешевых, но загрязненных заполнителей ведет к перерасходу цемента, замедленному набору прочности и появлению дефектов. Для обеспечения стабильно высокого качества продукции в данной технологии настоятельно рекомендуется использовать специальные химические добавки.
Эффективные пластификаторы для безопалубочного формования должны выполнять комплекс задач:
• Сокращать время и энергозатраты на вибрирование бетонной смеси.
• Предотвращать расслоение смеси при интенсивной вибрации.
• Улучшать условия формования и обеспечивать пластичность смеси до начала схватывания.
• Придавать смеси тиксотропные свойства, позволяющие сохранять заданную форму.
• Снижать водопотребность смеси, повышая тем самым конечную прочность бетона.
Компания «Полипласт», известная своими инновационными разработками, создала специализированную добавку «Полипласт БФ». Она предназначена для регулирования реологических свойств малоподвижных и жестких бетонных смесей, используемых в безопалубочном формовании, стендовом способе и вибропрессовании.
Основные эффекты от применения добавки «Полипласт БФ»:
• Повышение когезии (связности) бетонной смеси, что критически важно для стабильной работы формовочной линии.
• Снижение риска расслоения от чрезмерной вибрации.
• Улучшение тиксотропии и способности смеси сохранять геометрию.
• Получение изделий с высококачественной поверхностью, практически без пор.
• Сокращение времени вибрирования и экономия энергии.
• Обеспечение длительной пластичности смеси.
• Снижение водопотребности и, как следствие, повышение физико-механических характеристик бетона.
• Ускорение набора ранней прочности и увеличение плотности материала.
Рекомендуемая дозировка добавки составляет 0,1–0,4% от массы цемента. Важным экономическим преимуществом «Полипласт БФ» является ее стоимость – она примерно в 1,5 раза экономичнее импортных аналогов, не уступая, а по некоторым параметрам и превосходя их по эффективности. Испытания подтвердили ее перспективность для всех основных методов безопалубочного формования (экструзия, слипформование, вибропрессование) независимо от состава сырья.
В ходе испытаний добавки «Полипласт БФ» на бетонах классов В30 и В40 с различной удобоукладываемостью использовались разнообразные материалы: цементы разной активности, пески и щебень различных фракций и происхождения. Производство велось в широком диапазоне температур с разными режимами термообработки. Установлено, что оптимальная дозировка в 0,2% от массы цемента обеспечивает стабильно высокие технологические и прочностные показатели. Изделия имели четкие геометрические формы без оплывов, высокое качество поверхности с пониженной пористостью и достигали не менее 80% проектной прочности уже после тепловой обработки или через 4 суток нормального твердения.
Авторы:
Руководитель учебного центра ООО «Полипласт Новомосковск» Кружалова Светлана Юрьевна;
Начальник ОТСП ООО «Полипласт Новомосковск» Волгоградского филиала Вдовенко Елена Юрьевна.
Больше интересных статей здесь: Новости науки и техники.
Источник статьи: Преимущества и тонкости технологии безопалубочного формования.