
"Остек-ЭК" ― подразделение группы компаний ОСТЕК. Мы внедряем новейшие технологии для предприятий, специализирующихся на производстве электронных компонентов (сборочное производство и производство полупроводников).
GS Nanotech и Остек-ЭК.
Часть 4: герметизация в пластиковые корпуса и монтаж
В предыдущих статьях мы говорили, что хотим создать серию публикаций "Микроэлектроника. Истории запуска в РФ":
"Хроники успешного сотрудничества Остек-ЭК не возможны без упоминания компании GS Nanotech. Большой проект по запуску линии корпусирования (установки полупроводниковых кристаллов в корпуса микросхем) пришелся на 2013 год. Проект растянулся на два года: определении технического облика будущего производства, тендер и закупка линии машин, плановые пусконаладочные работы и поэтапная отладка технологии."
Предыдущие статьи:
GS Nanotech и Остек-ЭК: Часть 1: обработка пластин — этап Pre-Assembly
GS Nanotech и Остек-ЭК. Часть 2: монтаж кристалла на подложку
GS Nanotech и Остек-ЭК. Часть 3: разварка — этап Wire Bond. Из историй запуска в РФ

Герметизация в пластиковые корпуса — Molding
Перед тем, как приступать к формированию пластмассового корпуса, подложки с разваренными кристаллами подвергают плазменной очистке. Компаунд — материал пластикового корпуса — в составе микромодуля контактирует с разными материалами: стеклоэпоксидной композицией подложки, сплавом припоя и металлом контактных площадок, полупроводником кристалла. При наличии загрязнений на их поверхности компаунд отслаивается, в местах отслоения скапливается влага, испарение которой при полимеризации компаунда может привести к образованию трещин в корпусе.
Кроме того, плазменная очистка увеличивает энергию поверхностной связи между компаундом и вышеперечисленными материалами. Этот эффект, называемый активацией, обусловлен разрывом химических связей в верхнем слое поверхности, обработанной плазмой; он устраняет отслоение и обеспечивает герметичность корпуса.
Плазменная очистка перед герметизацией осуществляется на той же установке АР-1000, что и очистка после монтажа кристалла, отличие состоит лишь в режиме обработки и используемой оснастке.
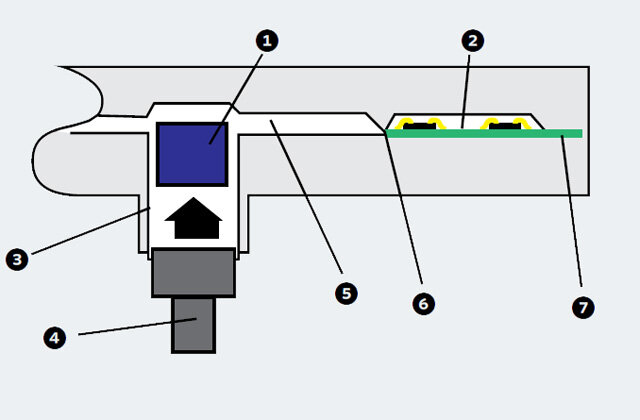
Микромодули герметизируются термореактивным компаундом — реактопластом. В машине AMS-I компании Fico, примененной в линии монтажа микромодулей, реализован метод литьевого прессования. Расплавленный компаунд выдавливается плунжерами в полость пресс-формы, в которой находится мультизаготовка с разваренными кристаллами. Производится выдержка при определенной температуре и давлении, затем давление снимают и охлаждают изделия, после чего они готовы к следующей фазе процесса — запеканию компаунда, которое происходит в специальной печи.

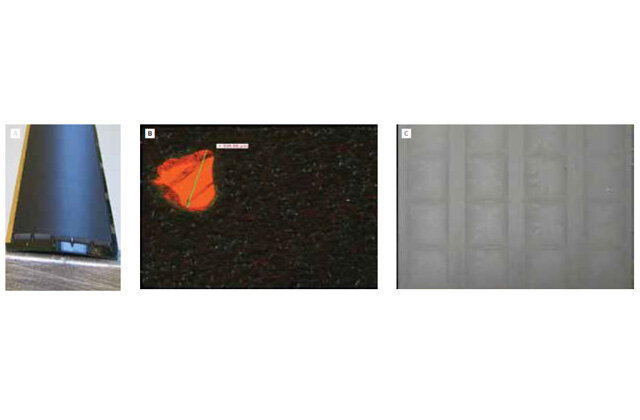
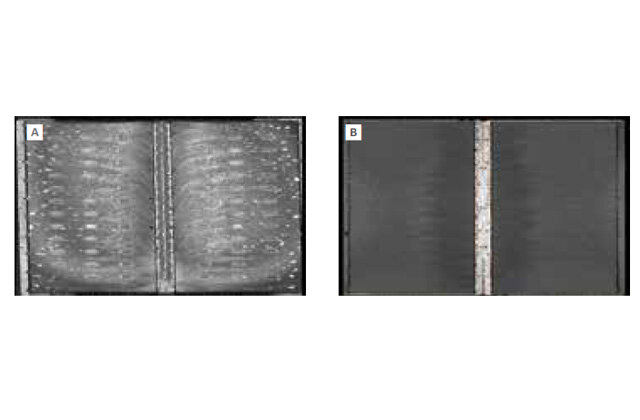
Основные дефекты, возможные на этапе герметизации, — коробление и/или скручивание мультизаготовок из-за разницы в коэффициенте температурного расширения между подложкой, кристаллом и компаундом; неполная герметизация из-за малого расстояния между кристаллом и границами подложки; косметические дефекты — контрастные области — из-за разницы в плотности компаунда, которая может возникнуть при некорректном ходе процесса герметизации.
Чтобы исключить или минимизировать возможность появления этих дефектов, при разработке технологического процесса необходимо учитывать множество факторов: размеры микромодуля и кристалла, толщину адгезива под кристаллом, высоту петель, высоту слоя компаунда над кристаллом и др. Перечень ключевых параметров включает температуру, скорость и финальное давление заливки, время предварительного нагрева подложек, время полимеризации, время охлаждения в пресс-форме, время и температурный профиль запекания.
Интеллектуальная автоматическая система AMS-i предоставляет технологу все возможности для выбора режима герметизации, ее гибкая конструкция позволяет создать конфигурацию под любые производственные задачи. Установка имеет независимую универсальную станцию прессования, развивающую усилие до 60 т (90 т в специальной версии). Динамическая система регулирования с высокой точностью поддерживает заданный профиль температуры в пресс-форме, гарантируя ее однородность в пределах 2 ºС.
Обратите внимание: MIT: ядерная энергия является неотъемлемой частью будущего энергетики с низким содержанием углерода.
Удаленная (до 40 м) подача гранулированного пластика с контролем размера гранул решает проблему эксплуатации системы в чистом помещении.Система отличается высокой повторяемостью процесса и самым низким временем рабочего цикла среди машин такого класса, представленных на рынке, ее максимальная производительность в стандартной версии — 500 подложек в час, в специальной — 900. Реализован ряд функций, повышающих надежность работы системы и удобство ее использования, таких как контроль ориентации рамок (их максимальные габариты 78 × 280 мм), автоматическое обнаружение посторонних объектов под прессом, выявление и автоматический отсев бракованных изделий в момент выгрузки.
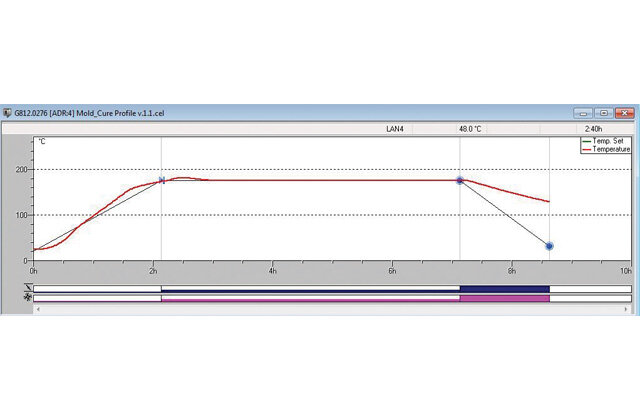
Важнейшим требованием к печи для запекания компаунда является ее способность обеспечивать нужную для данного материала температуру и выдерживать профиль ее изменения. Причем температурный профиль зависит не только от герметизирующего материала, но и от состояния изделия на выходе из заливочной машины; для разных его температур при загрузке в печь производитель компаунда может рекомендовать различные профили его запекания — как по температурам этапов (нагрев/выдержка/охлаждение), так и по времени их прохождения.
Для проверки качества выполнения герметизации используют три вида неразрушающего контроля.
Визуальная инспекция проводится при помощи оптического микроскопа. Задача — нахождение участков неполной герметизации, видимых косметических дефектов, загрязнений и повреждений.
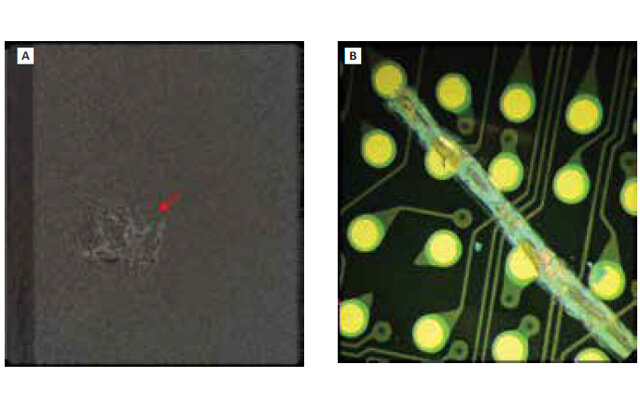
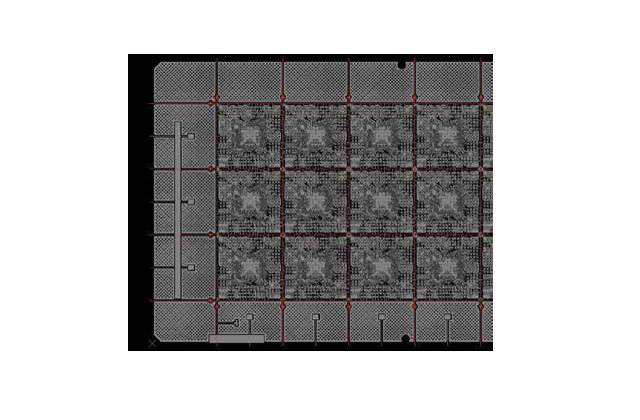
Ультразвуковая инспекция применяется для обнаружения трещин, пустот, неоднородностей плотности и отслоений материалов. В центре микроэлектроники GS Nanotech она проводится на той же установке D9500, что и контроль качества соединения кристалла с подложкой.
При помощи рентгеноскопической инспекции обнаруживают отсутствие, смещение, деформацию петель и их отрывы от контактных площадок.

Установка выводов, разрезка подложки, проверка
Монтаж шариковых выводов, разрезка подложки на отдельные микросхемы, визуальный и электрический контроль — это завершающие операции процесса корпусирования. Перед монтажом выводов подложка опять проходит плазменную очистку в установке АР-1000, на этот раз для удаления загрязнений с контактных площадок выводов.
В линии корпусирования применен способ монтажа шариковых выводов методом переноса, схожий с процессом поверхностного монтажа компонентов и реализуемый обычно автоматами поверхностного монтажа; практически любой из них сегодня способен обеспечить точность в пределах 50 мкм, необходимую для установки шариковых выводов. Готовые шарики в твердом состоянии устанавливаются на контактные площадки, предварительно покрытые паяльной пастой, результат оценивается системой технического зрения автомата. Затем подложка с установленными шариками помещается в печь для оплавления паяльной пасты.
Из печи мультизаготовки поступают на линию разделения, где дисковыми пилами разрезаются на отдельные микросхемы и выгружаются в транспортную тару — стандартный (JEDEC) трей. Это уже готовый продукт, которому остается только пройти контроль. Основная часть контроля — электрическое тестирование. В GS Nanotech эта операция производится на автоматическом стенде. Оснастка стенда — контактирующие устройства — позволяет проверять микросхемы, не извлекая их из тары.
Успешно прошедшие контроль микросхемы упаковывают и отправляют заказчику.
Подписывайтесь на наш сайт на Яндекс.сайт
Cтатьи по теме:
GS Nanotech и Остек-ЭК. Часть 1: обработка пластин — этап Pre-Assembly. Из историй запуска в РФ
GS Nanotech и Остек-ЭК. Часть 2: монтаж кристалла на подложку
GS Nanotech и Остек-ЭК. Часть 3: разварка — этап Wire Bond. Из историй запуска в РФ
Больше интересных статей здесь: Новости науки и техники.
Источник статьи: GS Nanotech и Остек-ЭК. Часть 4: герметизация в пластиковые корпуса и монтаж. "Из историй запуска в РФ".